

牛鼻刀的修磨方法
由于牛鼻刀具有良好的耐磨性,它多用于钢料的开粗加工中。当我们使用一把新的牛鼻刀进行加工时,一段时间后,刀具发生了磨损,导致切削力增大、切削声音很大,这时就需要换刀了。更换下来的刀具并不是废了,而是经过修磨我们可以继续使用,这样就降低了刀具使用成本。
在本章中,我们重点学习牛鼻刀的修磨方法。前边已经介绍过,牛鼻刀的修磨过程分为五步:开槽—>磨制后角及底直径—>磨制底刃—>倒圆角—>铲背,下面就详细讲解修磨的方法和步骤。
大家在学习时要对照磨刀机,一步一步地进行,边看资料边理解,如果不对照磨刀机进行实际操作,是很难理解这个操作方法的!
修磨原理
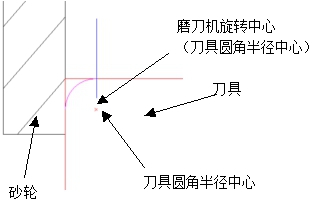
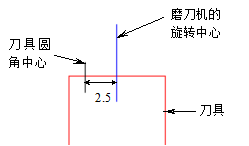
修磨牛鼻刀就是要在平底刀(或磨损了的牛鼻刀)的基础上,倒出一定半径的圆角。怎样才能倒出这个圆角呢?这就需要将倒角半径的圆心和磨刀机转台的旋转中心重合。其原理如图所示:
具体磨制方法
在这里我们以修磨[牛鼻] JD-6.0-0.5(底直径为6.0,圆角半径为0.5)为例说明牛鼻刀的修磨过程,具体操作步骤如下。
开槽
我们可以将磨损的螺纹或双刃直槽铣刀或牛鼻刀进行修磨,就可以得到一把好用的牛鼻刀。这一个步骤是在螺纹铣刀(牛鼻刀)的端部开出两个槽,以便于修磨底刃和倒圆角,对于双刃直槽铣刀(牛鼻刀),就不需要进行这个开槽的步骤了。
具体操作步骤如下:
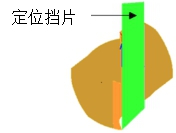
(1)用定位器找到开槽的位置
将刀具装入收管,先不要将收管锁紧,旋转刀具,配合定位器,找到开槽位置后,使收管刻度为0,再将收管锁紧,如图所示。
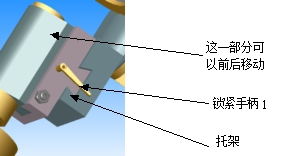
(2)调节开槽长度
找到开槽位置后,再调节开槽的长度。总的来说,开槽的长度不要过长,我们在加工时,经常采用浅吃深大进给的策略,一般刀刃长度只用到0.1~0.2mm,所以这里的开槽长度在0.4mm左右就可以了,这样去掉已经磨损的0.1~0.2MM,留下的长度比较合理,不影响下次继续修磨。
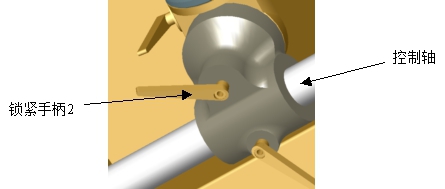
我们可以通过调节刀架的伸出长度来控制开槽的长度,将锁紧手柄1旋松就可以调整刀架的伸出长度了,如图所示。
(3)开槽
上面两步都调节好后,就可以开槽了。开槽时按照锥刀开半径的方法进行操作,控制轴手把进行进给,刀架来回推动,直到开到接近中心线为止,此时记录手把的刻度,将收管旋转180度,按照同样的方法修磨另一面,也磨到刚才记录的刻度时停止。开完槽的螺纹平底刀(牛鼻刀)如图所示。
开完槽后,将转台转过90度(使刀具底刃对着砂轮磨削面),准备修磨底刃。还要注意的是使用的砂轮要细(建议使用800目的细砂轮),否则不能磨制出锋利的刀具。
修磨底刃
刀具的两个底刃需要进行修磨,才能够具备锋利的切削条件,这里需要修磨出副后角和副刃偏角,具体操作方法如下:
(1)调节副后角角度
副后角的角度一般选用9度,如图5-5所示,它是通过调节旋钮2进行调节的,将刻度搬到9度,并且锁死,如图所示。
(2)调节副刃偏角角度
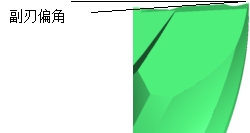
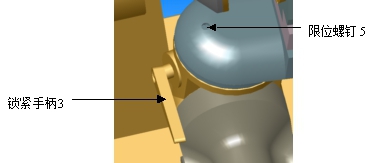
下面要调节副刃偏角。它的大小一般为2~3度,如图,我们是通过调整调节旋钮3得到的,要将转台刻度调整到92~93度。如果你的磨刀机只能调整到90度,就需要松开螺钉5,将它旋松,这样就可以得到90度以上的度数了。得到92~93度后,就不要再松螺钉5了,要将它固定,以便于下次修磨刀具,如图。
(3)调整刀具中心与砂轮内边缘对齐
旋转收管到90度刻度,将刀具的中心和砂轮的内边缘对齐,调整后的状态如图所示。这里是通过调整限位螺9钉得到的。

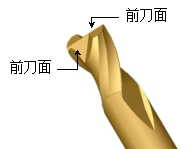
(4)修磨底刃
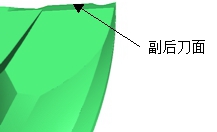
以上三步都调整好后,就可以修磨底刃了。修磨时刀架保持不动,只进给控制轴手柄,修磨好一个底刃后(标准为副后刀面光滑完整),要将控制轴手把的分度盘刻度记下,将刀具向后退(即进给控制轴使刀架向右移动),退出砂轮平面,然后旋转180度(即收管在270度刻度),再修磨另一个底刃,也修磨到与上一个底刃一样的刻度。
在完成开槽和修磨底刃两步工作后,我们要进行操作起来稍有难度的倒圆角的步骤,这一步需要调整和注意的问题就更多了。在修磨时,一定要注意各个关系!具体步骤如下:
(1)调整刀架的横向位置
首先调整刀架的横向位置。调整的目的是使牛鼻刀圆角的圆心和刀架的旋转中心在同一条竖直线上!
现在刀具的轴心线是对应着磨刀机的刀架旋转中心,而在图5-1的原理图中我们可以知道,要让R圆心对应磨刀机的旋转中心。现在磨制的是φ6R0.5的牛鼻刀。R圆中心和刀具中心相差2.5mm,所以,要将刀架向外偏移2.5mm,调整前的状态如图所示。
调整的方法是利用调节旋钮将刀架上部向右移动2.5mm,可以通过刻度来读出2.5mm的数值,调整前后的状态如图所示,刻度尺在磨刀机上的位置如图所示。

调整前的刻度 调整后的刻度

偏移的长度可以用下面的公式计算得出:
![]() (
(![]() —偏移长度,
—偏移长度,![]() —刀具直径,
—刀具直径,![]() —圆角半径),如我们要磨制φ6R0.5的牛鼻刀其偏移长度
—圆角半径),如我们要磨制φ6R0.5的牛鼻刀其偏移长度![]() =6/2-0.5=2.5mm。
=6/2-0.5=2.5mm。
(2)寻找刀具圆角圆心
调整了刀架的横向位置只是保证了牛鼻刀的圆角圆心与刀架的旋转中心在同一条直线上,而我们还需要调整刀架的左右位置和伸出长度来找到倒圆角时的旋转中心。保持原来磨制底刃时搬过的9度不动,调整步骤如下:
1)通过调整控制轴进给手把,用刀具的侧刃去接触砂轮的磨削面,如图所示。
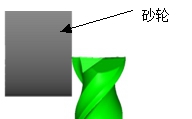
2)将转台刻度旋转到92~93度,再用刀尖去接触砂轮,此时刀尖可能离砂轮很远,如图左图所示,这时千万不要改变控制轴手把上的刻度,而是要通过调整刀架的伸出长度来接触砂轮,调整后的状态如图右图所示。



刀架旋转后,没有调整的状态 通过调整刀架伸出长度调整后的状态
3)刀尖接触到砂轮后,再将刀架转台转回到0度,在这时一定要注意要先将刀具拉出砂轮的范围后,再旋转回0度。这时刀具的侧刃和砂轮又没有接触了,再重复步骤①、②,大概需要经过三次调整就可以使得刀具的侧刃和刀尖都碰到砂轮了。这时要将控制轴手把的刻度记下来(如88)。
4)将收管旋转180度,对另一个侧刃和刀尖进行步骤①、②的操作。这时应该一次就可以得到刀具的侧刃和刀尖都碰到砂轮的状态。同样记下控制轴手把的的刻度,它的变化应该不大(如92)。
(3)修磨圆角
现在就可以修磨R角了。由于上一步骤记录的两个控制轴手把刻度不一致,我们取它们的中间值(90)。
旋转控制轴手把退出刀具,将砂轮开启,收管刻度保持在90度,一边旋转控制轴手把,一边在0度与90度之间旋转刀架(尽量保持刀架不要前后移动),直到控制轴手把的刻度到记录的数值90。
修磨好一侧的R角后,旋转控制轴手把将刀具退出,再将收管旋转180度(此时收管刻度为270度),同样的方法修磨另一个刀尖处的圆角,控制轴手把刻度也要到90。
铲背
这一步骤的目的是将副后刀面的一部分材料磨掉,防止在加工中与加工材料发生干涉,如图所示。
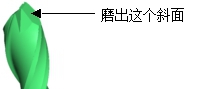
对于双刃直槽牛鼻刀进行此步骤的操作,对于螺纹平底刀到上一步骤结束已经修磨好了,不要进行铲背的操作。
具体操作方法为将收管旋转至开槽状态(收管刻度为0),将刀架转台旋转至30度,将原来修磨底刃时搬过的9度调回到0度,来回推动刀架,同时旋转控制轴手把进行进给,使得副后刀面留出一定的宽度(如0.5)即可,记录此时的控制轴手把刻度值。
这时将手管旋转180度,按照同样的方法修磨另一侧,也使控制轴手把的刻度达到刚才记录的数值,这样铲背就结束了。
修磨中要注意的问题
在牛鼻刀的修磨中由于需要旋转的手柄、旋转角度和次数都比较多,所以我们要特别注意以下问题:
1、要养成看刻度的习惯。在找开槽位置时,要将收管刻度旋转到刻度0上,以后使用90、180、270度,很好找到,以免出错。在需要的时候,控制轴手把上的刻度,一定要记下来,否则就不可能磨出好刀。
2、在用刀具的侧刃接触砂轮的时候,刀具在砂轮内的长度不要过长,超过刀具圆角的半径就可以了如图6所示。
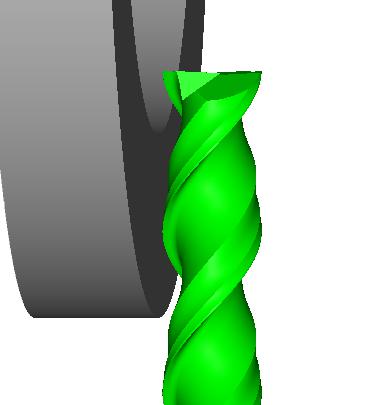
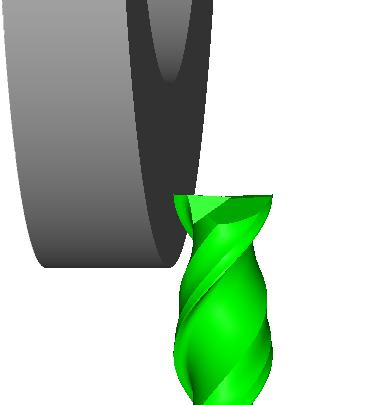
错误 正确
3、一定要注意在修磨过程中将应该锁死的手柄锁死。
4、注意将螺钉5调整完成后锁死。这样下次再进行修磨底刃时,就不用再去找副刃偏角的角度了。
5、在修磨的具体步骤中,搬各个角度的顺序不要弄错。
6、修磨完成后,最好将刻度还原,以免影响其他磨刀工作。



