
三棱锥刀的磨制方法
三棱锥刀也是雕刻过程中常用的一种锥刀。这种刀具的磨制方法比较简单,但要注意刀尖同心的问题。下面讲述具体的磨制方法:
三棱锥刀磨制步骤
在常用刀具介绍一章中,我们已经简单介绍了磨制三棱锥刀的步骤,三棱锥刀磨制过程如图所示:

可以看出,三棱锥刀的磨制比锥度平底刀少了一个开半径的步骤,磨制过程分为了两个大的步骤,即为修磨后角、锥角和点尖。
磨制后角、锥角
磨制后角、锥角的要求
三棱锥刀的特点是有三个面,但在点尖后,只有一个面作为了前刀面。在点尖前,我们采用收管旋转120度磨制一个面的方法,磨制出三个面。
由于三棱刀的特性,其后角固定为60度,即在收管刻度为0,120,240三个刻度上磨制三个面,所以三个刻度要准确,误差不超过0.1°,要求每个面都要保持有2mm左右一段的平面,这也是通过刀尖超出砂轮内边缘来保证的。
三棱刀的锥角是通过旋转刀架转台来得到的,所以要保证旋转角度的准确性,误差不超过0.1度。
磨制过程具体操作步骤
我们以磨制锥度为60度的三棱锥刀为例,学习具体的磨制方法:
(1)装卡刀坯
将收管刻度盘旋转至0度,将刀坯装入收管,保证外露部分为8mm左右,旋紧收管。
(2)旋转刀架转台角度
查表《附录D刀架转台旋转角度、锥度、后角对照表》可以知道,磨制60度的三棱锥刀,刀架转台需要旋转16.1度,转过该角度后将转台刹紧手柄锁死。
(3)磨制第一个面
旋转控制轴手把,使刀坯前端刚刚接触砂轮,调整限位螺钉,使刀坯端部超出砂轮内边缘约2mm。此时开始进给控制轴,此时只是进给控制轴,刀架来回推动,收管不做旋转,当刀面磨到刚刚超过刀坯轴心线时暂停,记录控制轴手把的刻度数值。
(4)磨制第二个面
回退控制轴,收管转到120度并刹紧,同样进给控制轴,直到磨到上一步记录的刻度数值时,停止进给。
(5)磨制第三个面
回退控制轴,收管转到240度并刹紧,同样进给控制轴,直到磨到上一步记录的刻度数值时,停止进给。
(6)观察、修光
此时三个刀面均已磨出,进行观察,看三个棱是否都是直线,刀尖是否磨出,可以按照上述步骤,对控制轴做微量进给,对三个面进行修光。
刀架转台旋转角度的确定
在磨制不同锥度的三棱锥刀时,刀架转台旋转的角度也不是锥刀角度的一半或三分之一,而是存在一个计算公式,常用的角度我们可以通过查表得出。
|
后角 锥度 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 (三棱刀) |
|
10 |
4.92 |
4.83 |
4.70 |
4.53 |
4.33 |
4.10 |
3.83 |
3.54 |
3.22 |
2.87 |
2.50 |
|
15 |
7.39 |
7.25 |
7.05 |
6.80 |
6.50 |
6.16 |
5.76 |
5.32 |
4.84 |
4.32 |
3.77 |
|
20 |
9.85 |
9.67 |
9.41 |
9.08 |
8.68 |
8.22 |
7.69 |
7.11 |
6.47 |
5.78 |
5.04 |
|
25 |
12.32 |
12.09 |
11.77 |
11.36 |
10.87 |
10.29 |
9.64 |
8.91 |
8.11 |
7.25 |
6.33 |
|
30 |
14.78 |
14.51 |
14.13 |
13.65 |
13.06 |
12.38 |
11.60 |
10.73 |
9.77 |
8.74 |
7.63 |
|
35 |
17.25 |
16.94 |
16.50 |
15.95 |
15.27 |
14.48 |
13.58 |
12.57 |
11.46 |
10.25 |
8.96 |
|
40 |
19.72 |
19.37 |
18.88 |
18.26 |
17.50 |
16.60 |
15.58 |
14.43 |
13.17 |
11.79 |
10.31 |
|
45 |
22.19 |
21.81 |
21.27 |
20.58 |
19.73 |
18.74 |
17.60 |
16.32 |
14.91 |
13.36 |
11.70 |
|
50 |
24.67 |
24.25 |
23.66 |
22.91 |
21.99 |
20.91 |
19.66 |
18.25 |
16.69 |
14.97 |
13.12 |
|
55 |
27.14 |
26.69 |
26.07 |
25.26 |
24.27 |
23.09 |
21.74 |
20.21 |
18.50 |
16.62 |
14.59 |
|
60 |
29.62 |
29.15 |
28.48 |
27.62 |
26.57 |
25.31 |
23.86 |
22.21 |
20.36 |
18.32 |
16.10 |
|
65 |
32.10 |
31.61 |
30.91 |
30.00 |
28.89 |
27.56 |
26.01 |
24.25 |
22.27 |
20.07 |
17.67 |
|
70 |
34.59 |
34.07 |
33.34 |
32.40 |
31.23 |
29.84 |
28.21 |
26.34 |
24.23 |
21.88 |
19.30 |
|
75 |
37.08 |
36.55 |
35.79 |
34.82 |
33.61 |
32.15 |
30.45 |
28.48 |
26.25 |
23.76 |
20.99 |
|
80 |
39.57 |
39.03 |
38.26 |
37.25 |
36.01 |
34.50 |
32.73 |
30.68 |
28.34 |
25.70 |
22.76 |
|
85 |
42.06 |
41.51 |
40.73 |
39.71 |
38.43 |
36.89 |
35.07 |
32.94 |
30.50 |
27.73 |
24.62 |
三棱锥刀点尖和测量
刀尖角度和刀具底直径测量要求、标准
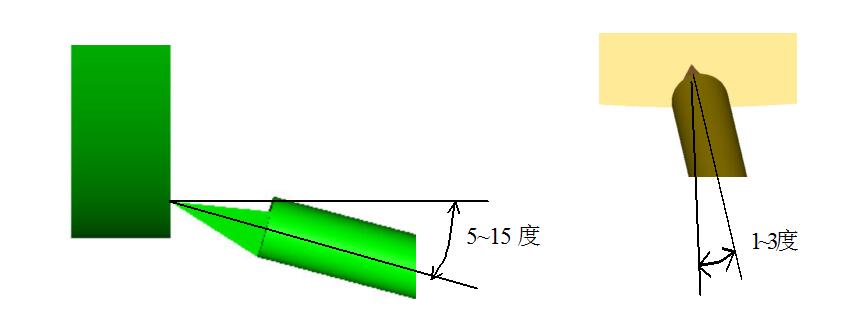
对于点尖时的刀尖角度和刀具底直径的测量要求和标准,请参照锥度平底刀,只是三棱刀的副后角为5~15度,副刃偏角为1~3度。
点尖和测量过程
三棱刀的点尖和锥度刀的点尖方法完全一样,是磨刀过程中非常重要的一个环节,下面分别介绍点尖和测量。
1、点尖姿势与方法
点尖姿势和方法与锥度平底刀的点尖方法完全相同,只是大家注意一点,在点尖时,将三个刀面中的任意一个作为前刀面,进行点尖即可。点尖姿势如图所示。
2、三棱刀的测量
测量时,大家要注意,我们要测量前刀面处底刃的宽度,这个值就作为刀尖的测量值,如图所示:
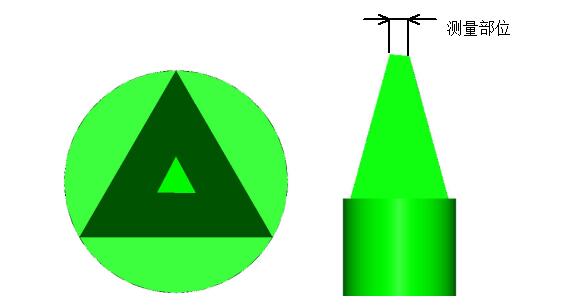
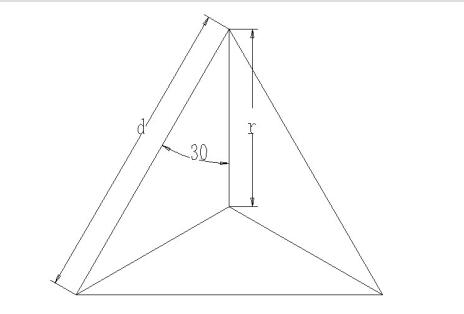
在上述步骤中测量出的数值并不等于三棱刀的工作直径,测量值与三棱刀实际工作直径有一定的关系,如图6-4所示,将测量值记为d,将工作直径记为D,则即d=0.866D,如果我们要磨制0.8的三棱锥刀,测量值为0.8×0.866=0.693。
副后角、副刃偏角的确定
由于三棱锥刀前角为-30度,比较钝,通常用于加工黄铜、高碳钢、铸铁等金属材料,所以副后角在5~15度之间,副刃偏角在3度以内。



